Za modele 2000E in 2500E
(Uporablja se standardna prižimalna balka za gibke za pripravo največje dolžine)
| Material | sТ/sВ | Максимальная толщина листа | Наименьшая высота буртика | Radius |
| Mehko jeklo | 250/320 MPa | 1,6 mm* | 30 mm | 3,5 mm |
| 1,2 mm | 15 mm | 2,2 mm | ||
| 1,0 mm | 10 mm | 1,5 mm | ||
| Aluminij | 140/160 MPa | 1,6 mm* | 30 mm | 1,8 mm |
| 1,2 mm | 15 mm | 1,2 mm | ||
| 1,0 mm | 10 mm | 1,0 mm | ||
| Nerjaveča jekla | 210/600 MPa | 1,0 mm* | 30 mm | 3,5 mm |
| 0,9 mm | 15 mm | 3,0 mm | ||
| 0,8 mm | 10 mm | 1,8 mm |
*) Samo z dodatno ploščo, ki je prisotna k gibljivi balki!
Za modele 3200E
(Uporablja se standardna prižimalna balka za gibke za pripravo največje dolžine)
| Material | sТ/sВ | Максимальная толщина листа | Наименьшая высота буртика | Radius |
| Mehko jeklo | 250/320 MPa | 1,2 mm* | 30 mm | 3,5 mm |
| 1,0 mm | 15 mm | 2,2 mm | ||
| 0,8 mm | 10 mm | 1,5 mm | ||
| Aluminij | 140/160 MPa | 1,2 mm* | 30 mm | 1,8 mm |
| 1,0 mm | 15 mm | 1,2 mm | ||
| 0,8 mm | 10 mm | 1,0 mm | ||
| Nerjaveča jekla | 210/600 MPa | 0,8 mm* | 30 mm | 3,5 mm |
| 0,65 mm | 15 mm | 3,0 mm | ||
| 0,55 mm | 10 mm | 1,8 mm |
*) Samo z dodatno ploščo, ki je prisotna k gibljivi balki!
3.3 NABOR KOROTKIH PRIŽIMNYH PLASTIN Dlina:
25;38;52;70;140;280;597;1160 mm
Vse plošče (za sklad 597 in 1160 mm) se lahko povežejo za gibke priprave dolžine od 25 mm do 575 mm.
3.4 PROРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
V kompletu postavk je lahko vključena posebna rezna tesnilna balka s pazami širine 8 mm in globine 40 mm, ki omogoča izdelavo izdelkov dolžine manj kot 15 mm in manj kot 1265 mm.
Za bolj globoke izdelke uporabite nabor kratkih stisnjenih plošč.
4.KONTROЛЬНЫЕ ПАРАМЕТРЫ OБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Dviženje ugibne palice v času aktivacije s polnim pritiskom, izmerjeno v zadnjih delih ugibne palice 4…6 mm.
Reverzibilno gibanje za izklop stroja.Meri se v zadnjih delih od 90 in mora biti v območju 15 5.
4.2UГЛОВАЯ ШКАЛА
Prikaz na zgornjem indikatorju, ko je gibljiva skala nameščena na 901.s pomočjo inženirского квадрата.
4.3KORPUS MAGNITA
Neploskost površine magneta max 0,5 mm.Velikost površine magneta max 0,1 mm.
4.3GIBOČNA BALKA
Ne ravno linearnost delovne površine max 0,25 mm.Ne neposrednost dodatne balki max 0,25 mm.
4.4OSNOVNA PRIŽIMNA BALKA
Ni ravnomernosti ugibajočega konca max 0,25 mm.
Višina dviga nad površino osnovne balke ni manjša od 3 mm.
Prepričajte se, da je pri nameščenih v položaju 1 kazalcev na oporah balke njena delovna kroma nameščena vzporedno z balko in zazorom 1 mm.
4.5ШАРНИРЫ
Preverite prisotnost smazkov na valkih in sekcijskih blokatorjih.Prepričajte se, da se šarnire vrtijo enostavno in prosto na 180 stopinj.
Prepričajte se, da se šplinti šarnirov ne vrtijo in zadržijo držalne gajke.
5.ЭКСПЛУАТАЦИЯ
ВНИМАНИЕНИЕ!
Listogib «Magnabend» razvija usilitev osnovnega pritiska v nekaj tonah (glej tehnične lastnosti).Stanok je opremljen z dvema zaščitnima blokirnima.Prva zagotavlja uporabo varnega predhodnega stiska pred osnovnim zagonom, a druga – odpiranje tesnilne krogle na višino 5 mm nad površino stola pred vključitvijo magneta.Zagotavlja zaščito pred naključnim vpadom prstov pod prižimalno ploščo pri vklopu elektromagnetnega prižima.
Samo en operater upravlja postajo.Nikogda ne položite paльцы pod prižimno balku.
5.1NORMALНАЯ GIBKA
Prepričajte se, da je naprava povezana z mrežno rozetko in vključena.Prižimna balka se mora podvzeti in opuskati z rokami, nameščenimi levami in zadevo od stoek.Balka se odpira in dvigne s pomočjo dvižnih ščiftov, upravljanih s temi rokavicami.Med popolnoma odprtim prižimom in glavnim balom, v središču postaje ostane zazor 3…4 mm.
Če so dvižne števke pritrjene v spodnjem položaju, jih sprostite, podaj nazaj vsako rokojatko (razporejeno pod postajo okoli stojala) in jih opustite od sebe.To bi moralo malo podnesti prižimno balko.Za polno podyema balki, potyanite rukoyatki na sebe do upora.Kaj bi pustil prižimno balko podajte rokojatke nazaj do upora in odpustite.Morajo se pritrditi v zadnji položaj.
1.Ugotovite debelino zagotavljanja s pomočjo dveh vijakov, ki se nahajajo na zadnjem kromu prižimne balke leva in posoda.Za preverjanje zazora podnite gibko ploskev na 90° in izmerite premik med kramom tesnilne ploskve in površino gibke ploskve.(Za pridobitev najboljših rezultatov ta zaloga mora biti nekoliko debelejša za pripravo).
2.Vstavite pripravo pod prižimno balko.(Pri potrebi lahko postavite omejevalnike).
3.Opustite prižimno balko na pripravo.To je mogoče narediti s pomočjo rokojatok ali preprosto nažav na prižimno balko.Opomba: notranja blokada zagotavlja, da se naprava ne vklopi, medtem ko stisnjena balka ni nameščena na 5 mm nad površino stola.Če se tesnilna plošča ne izklopi v celoti (na primer, če se zapre v izogibno zasnovo), lahko blokada uspe, odklopi električni del naprave.
4. Pritisnite in držite enega s tremi zelenimi gumbi START ali uporabite nožni izklopni pritisk.To je privedeno k priloženemu poskusу predhodnega pritiska.
5.Vtoroj roko podnimite eno iz gibčnih rokojatok na majhen kot.V rezultatu se vklopi mikropreklopnik, pogonski v delovanju usilie osnovnega pritiska.Gumb START (ali nožni izklop) mora biti zdaj zagnan.
6.Načnite izvajati zagib, nažav na obe rokoâtki pri dostiženii zahtevanega ugla zagiba.(Vo vremâ težkih gibočnyh rabot potrebna pomoč assistenta).Ugol zagiba se stalno prikazuje na graduirani lestvici, naneseni na pravo rokojatku.Obyčno je potrebno gnut zagotovku na nekaj gradusov več zahtevanega ugla za zagotovitev posledujočega izravnanja zagotovke.Za ponovitev zagiba je mogoče vzpostaviti stopor pri dostiženii zahtevanega ugla.Ko premikanje gibljive balke spremeni smer, se postaja samodejno izklopi.
V trenutku izklopa električne sheme naprava ustvarja impulz obratnega toka preko elektromagneta, ki odstrani končno magnetnost in omogoča takojšnje dviganje prižimljivega balka.
Za odstranitev priprave podnimite prižimno balko, jo potisnite navzgor in namestite zavarovalnico za naslednjo zaporo.(Pri potrebi dvignite prižimno balko navzgor s pomočjo enega iz dvignjenih rokojatok).
ВНИМАНИЕ
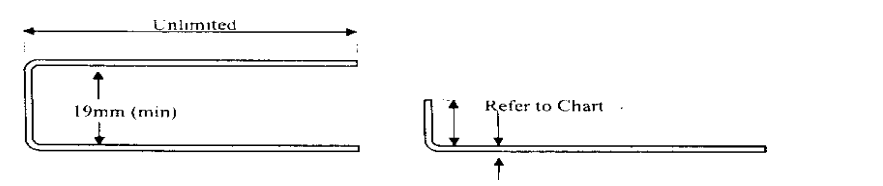
● Za predodvračanje poškodbe roba tesnilne plošče ali zgornje površine magnetnega pritiska ne položite mehkih predmetov pod stiskalnico.Najmanjša priporočena dolžina zaklepa pri uporabi standardne tesnilne bale – 15 mm (za primere zaloge, ko je izdelava zelo tanka ali mehka).
● Usilie pritisniti magneta manj, če je vroč.Zato za pridobitev najboljše kakovosti uporabite prižim toliko časa, kolikor je potrebno za zagibo, in ne več.
● Če ste začasno pritisnili na pedal ali tipko START, in niste začeli s postopkom gibanja, lahko prižimalna plošča ostane magnetizirana v naslednjem trenutku, da se kondenzatorske sheme razmagničenja ne uspejo napolniti.Za njihovo polnjenje v tem načinu je potrebno približno 10 sekund.Ponovno pritisnite na pedal in jo držite v tem času, bodisi načnite postopek priprave giba.
5.2ISПОЛЬЗОВАНИЕ ОГРАНИЧИТЕЛЕЙ
Omejevalniki se udobno uporabljajo pri velikem številu zagibov, ki se izvajajo na eni razdalji od konca priprave.Po enkratni namestitvi niza omejevalnikov se lahko izvede poljubno število zagibov brez potrebe po meritvi ali razmejitvi priprave.
Običajni omejevalniki se uporabljajo v obliki bruskov, nameščenih na ta način, da se oblikuje dolga površina, ki se prikaše s kraem pripravki.Če ustreznih bruskov ni, lahko uporabite nadstavko k gibčni balki.
OPOMBA: Če je potrebno namestiti omejevalnike pod tesnilno omejevalno ploščo, lahko skupaj z omejevalniki uporabite polo listnega kovine takšne debeline, kot je in pripravljena.
5.3ZAGIBANJE KROMKI
Tehnika, ki se uporablja za zaklepanje kovinske plošče, je odvisna od njegove debeline in v neki meri od njegove dolžine in širine.
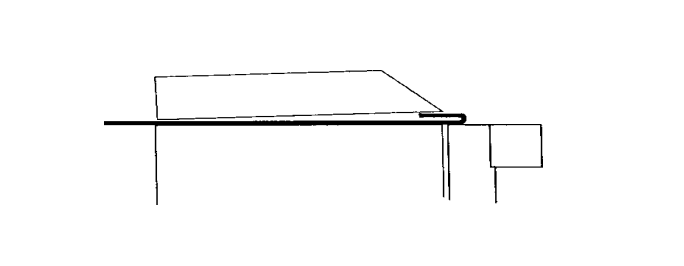
Tonki listi (do 0,8 mm)
1.Proizvedeno kot običajno, vendar izvaja gibko je treba kot lahko dlje (135).
2.Snemite tesnilo, kovinski list na podstavku dvignite nazaj približno na 10 mm.Nato gibljivo balko izdelajte «pogibko» kroglice.(Prižimno balku uporabljati ni treba).
Opomba: ne poskušajte delati vzkie zagiby na tolstyh metalnih listah.
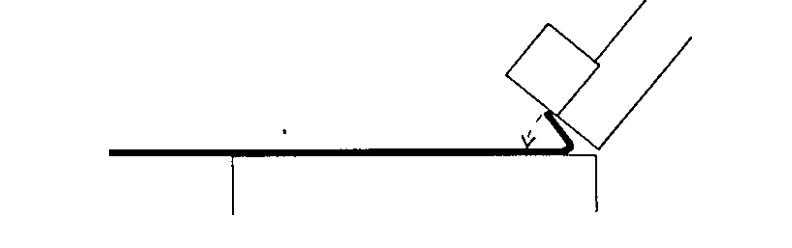
3.Pri delu s tolstimi kovinskimi listi, v primerih, če kromka ni zelo uzka, je možno doseči večjo polno zagibo pri pogojih uporabe prižimne balke.
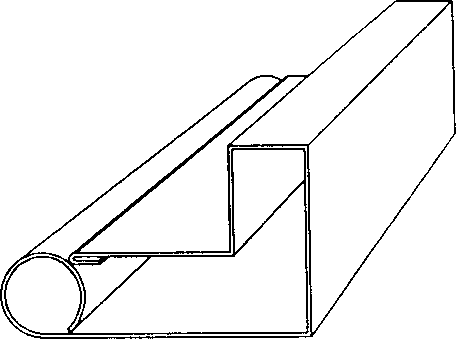
5.4ZAKRUGLJEN KRAJ
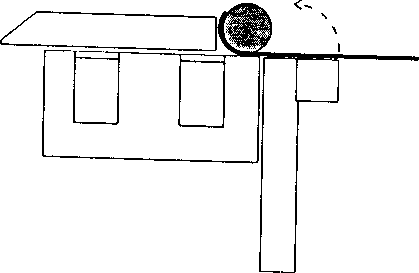
Zaokrožene konci se oblikujejo z nalaganjem jeklenega lista na jekleni cilindr različne debeline.
1.Razmestite kovinski list, stisnjeno kroglo in jekleni cilindr tako, kot je navedeno na risbi.
a) Prepričajte se, da stisnjena plošča ne prekriva sprednje strani stroja v točki a , ker v tem primeru magnetni tok preide mimo kovinskega cilindra in stisnjena sila bo preveč majhna.
b) Prepričajte se, da je kovinski cilindr na jeklenem sprednjem delu stroja in ni na aluminijasti strani, ki se nahaja nekoliko nazaj.
s) Celotno tesnilo je v smeri magnetnega polja z notranjim kovinskim cilindrom.
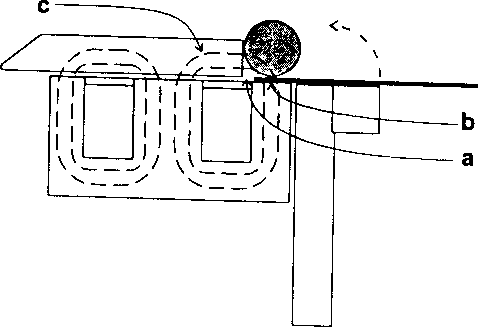
2. Zapišite kovinski list, kot je lahko dlje, potem ko ga prestavite, kot je navedeno na risbi.
3.Ponovno ponovite dejanje 2, če je potrebno.
5.5PROBNI KOVINSKI SEZNAM
Za bolj polno oznako z vašim stanjem in temi operacijami, ki jih lahko izvaja, priporočamo izvajanje dejanj, opisanih spodaj:
1.Izberite kovinski list iz mehkega jekla ali aluminija debeline 0,8 mm in izrežite pripravljeno velikost 335 mm na 200 mm.
2.Razmetite črte na listu metala, kot je navedeno spodaj:
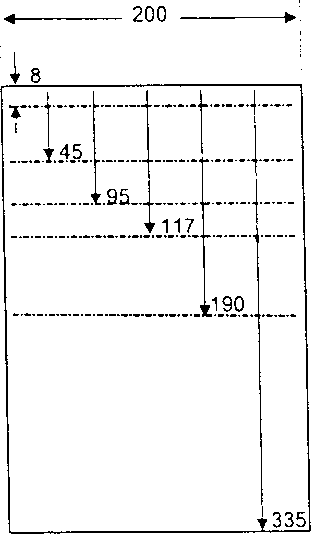
3.Izravnajte linijo sgiba 1 in izdelajte zagib kromov lista (Smotri Zagibanje kromov ).
4. Zavrtite kovinski list in ga podvijte pod prižimno kroglo tako, da je zavit konec usmerjen na vašo stran.Postavite stisnjeno kroglo naprej in izvlecite linijo giba 2. Zaprite pripravo na kot 90.Probnyj list bo videti takole:
5.Prevernite kovinski list in naredite zagibe 3, 4, 5, vsak na kot 90.
6. Za dokončanje oblike zavrnite ostavši se del lista na jeklenem cilindru s premerom 25 mm.
Izberite stisnjene plošče s skupno dolžino 280 mm in jih namestite, pripravo in jekleni cilindr, kot je navedeno prej v razdelku «Zaokroženi konec» .
Držite jekleni cilindr s pravo roko in izdelajte predhodni zatič s pritiskom na gumb START z levo roko.Nato s pravo roko potegnite ročico (pri tej tipki START lahko odpustite).Zavrnite pripravo, kolikor lahko več
(okoli 90 ).Odložite pripravo (kot je navedeno v razdelku okroglega konca ) in zavrnite še.Nadaljujte z zapiranjem lista, dokler ne bo zaprt v celoti.
Probna oblika pripravljena:
5.6ЯЩИКИ
Obstaja veliko načinov za izdelavo ящиков.«Magnabend» je idealen za ustvarjanje te celine, še posebej, kadar so potrebne zapletene škatle, ker uporaba kratkih stiskalnih plošč znatno pospeši izpolnjevanje zapletenih gibov.
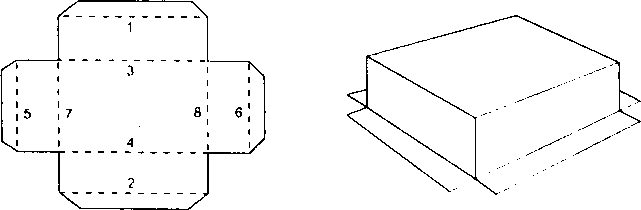
5.6.1Простые ящики
1. Naredite prva dva giba z uporabo dolge prižimne krogle kot pri običajnem gibu.
2.Izberite eno ali več kratkih stisnjenih plošč in jih razporedite, kot je navedeno na risbi.(Ni jih treba natančno podbrati po dolžini, saj bo izgib izveden z manjšo merjo v 20 mm razdaljah med stisnjenimi ploščami).
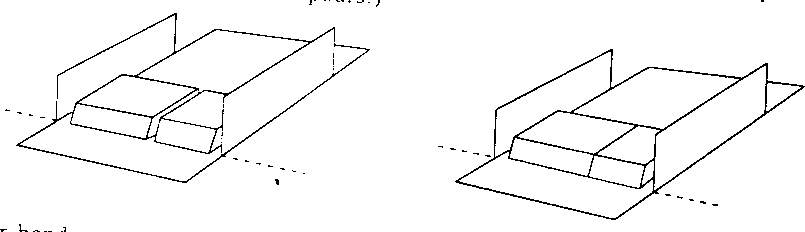
Za gibov dolžine do 70 mm izberite največjo ploščo, ki se podojde.Za večjo dolžino sgiba je mogoče uporabiti več stisnjenih plošč.Izberite svojo dolgo ploščo, ki se podojde, nato pa še eno, ki se nahaja v obrazovanem presledku in, po možnosti, še eno za doseganje potrebne dolžine.
Za večkratne gibe lahko povežete kratke stisne plošče v eno stisnjeno kroglo, ki vam je potrebna.Če imajo škatle nizke strani in imate prorezno sgibajočo balko, bodo morda hitreje pripravljene škatle na način, kot je navedeno v razdelku Izdelava podnosov .
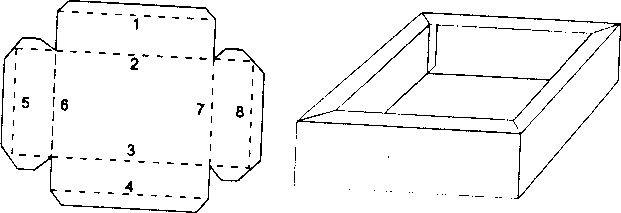
5.6.2Ящики z zakrivljenimi v notranjosti krajev
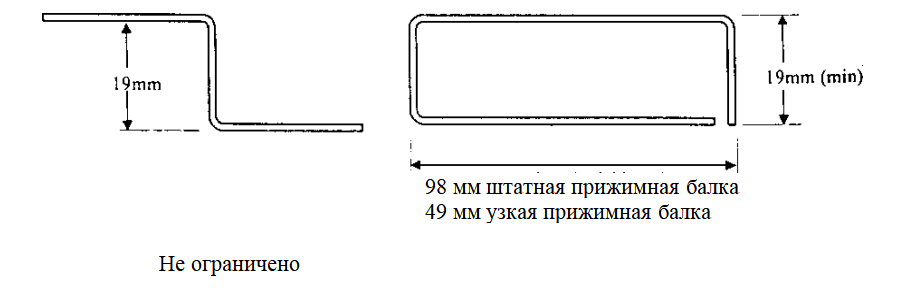
Jaščice z zakrivljenimi notranjimi robovi lahko izdelate z uporabo standardnega nabora vžigalnih plošč na tak način, če je bila izmerjena širina večja od širine same vžigalne plošče (98 mm).
1.Uporablja stalno prižimljivo balko, izpolnite gibe 1,2,3 in 4.
2.Izberite kratko stisnjeno ploščo (ali, po možnosti, dve-tri plošče, povezane skupaj).Ee dolžina mora biti kratka, po skrajni meri debeline zagiba, kot je širina same škatle (če bi jo lahko bilo izvleči).Naredite gibe 5,6,7 in 8.
5.6.3Ящики с отдельными краями.
Jaščic, izdelan z ločenimi stranmi, ima vrsto prednosti:
-on ekonomит material, če je v škatli globoki край
-v tem primeru ne nado podgonjati ugly
-vse razreze je mogoče narediti s pomočjo giletiny
-vse sgibe se lahko naredijo s pomočjo državne prižimne balke.
I niz pomanjkljivosti:
-neobhodimo delati več sgibov
-večje število uglov mora biti povezano
-večje kovinske uglove in trdnost so vidne na pripravljeni škatli.
Za izdelavo tega polja je potrebno:
1.Podpravite obliko, kot je navedeno na risbi.
2.Izdelati prve štiri sgibe na osnovni pripravi.
3.Zatem izpolnite štiri sgibe na vsaki iz bočnih pripravkov.Pri izvedbi vsakega sgiba vstavite vzki kraj bočne zagotovke pod prižimno ploščo.
4.Soberite box.
5.6.4Ящики s preprostimi uglami
Jaščice s preprostimi uglami in nastopajočimi zagibi so preproste pri izdelavi, če sta dolžina in širina večji od širine najmanjše prižimalne plošče (98 mm).
1.Podgotovite formu.
2.Uporablja se prižgana krogla s gibi 1,2,3 in 4.
3. Vstavite konec priprave pod prižimno kroglo za izvedbo sgibov 5 in 6.
4.Iskoristi ustrezne kratke prižimne plošče, da se gibe 7 in 8.
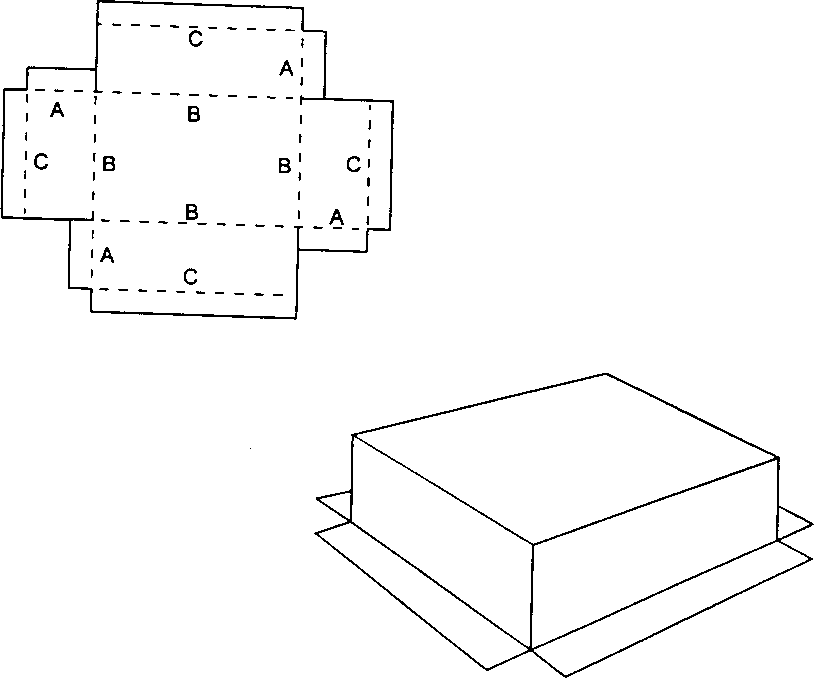
5.6.5Ящик с перекрывающимися углами
Pri izdelavi tega polja brez uporabe posameznih kraev je potrebno upoštevati pravilno zaporedje sgibov.
1.Pripravite obliko z razmetkom sgibov, kot je navedeno na risbi.
2. Z ene strani dolge stisnjene plošče izpolnite vse gibe A pod uglom 90.To je bolje narediti, podstaviti zagibane konce pod prižimno ploščo.
3.S tem in na koncu dolge prižimalne plošče naredite gibe V pod uglom 45.Starjte podstavite pod stisnjeno ploščo ne dno škatle, a njegov kraj.
4. Na drugi strani dolge prižimalne plošče naredite gibe S pod uglom 90.
5.Iskoristite ustrezne kratke prižimne plošče, zaključite gibe V do ugla 90.
6.Soednite ugly.
Pomnite, da je globoke škatle bolje izgotavljati z ločenimi stranmi.
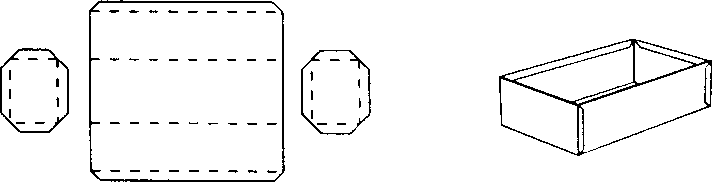
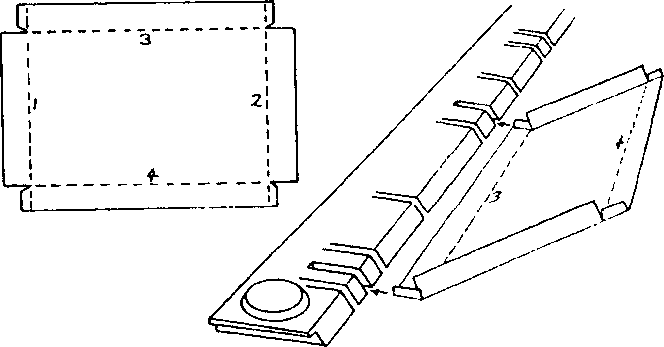
5.7PROREZNAЯ PRIŽIMNAЯ BALKA Izdelava podnosov
Prorezna tesnilna balka, če je vključena v kompletu postavk, je idealna za hitro in natančno izdelavo melih podnosov in poddonov.Prednost prerezne balke pred naborom kratkih plošč je v tem, da se zgibana linija samodejno poravna s strojem.Tem ne manj, kratke prižimne plošče se lahko uporabijo za izdelavo podnožja neomejene globine in, brez vsakega sonca, se bolje uporabljajo za izdelavo zapletenih oblik.
Pazi na tak način, da se izdela podnos velikosti, navedenih v razdelku tehničnih lastnosti s popravkom plus-minus 10 mm.Pri izdelavi podnosa vam je treba izbrati in uporabiti dva paza, razdalja med katerimi ustreza velikostim, ki jih izgotavljate podnosa.
Za izdelavo mehkega (neglobokega) podnosa
1.Zagnite dve nasprotni strani in vogala, s pomočjo prorezne prižimne točke, ki ne obrača pozornosti na pazi, da ne bodo imeli vpliva na kakovost sgibov.
2.Zatem izberite dva paza, med katerimi boste zagibali ostale dve strani.To se naredi zelo enostavno in neverjetno hitro s pomočjo podbora dveh pazov, ki sta oddaljena drug od drugega na potrebni razdalji.
3. Ko med dvema izbranima pazama med dvema izbranima pazama namestite kraj podnosa pod prižimnim balkom, izdelajte ostale sgibe.Raneje zakrivljene strani bodo prikazane v izbranih Vaših pazah, ko bodo zadnji sgibi zaključeni.
Pri izdelavi podnosov, dolžina katerih skoraj doseže dolžino prižimne balke, je morda treba uporabiti namesto paze enega iz njenih koncev.
5.8OGRANIČITELI (UPORY) Uporaba omejevalcev
Omejevalniki se uporabljajo v teh primerih, kadar je to potrebno, da se naredi veliko število gibov, vse od katerih se morajo nahajati na eni razdalji od konca priprave.Po pravilni nastavitvi omejevalnikov se lahko poljubno število gibov izdela brez dodatnih meritev in zametki za pripravo.
Običajno se uporabljajo omejevalniki, kadar je plošča nameščena nasproti njih, da se ustvari dovolj prostora za izravnavo končnih pripravkov.Kakšna posebna dopolnilna plošča ni v kompletu postavk, lahko pa uporabite podaljšani gibljivi balki.
Opomba: če je potrebno namestiti omejevalnik pod prižimno ploščo, se to lahko naredi s sočasno uporabo omejevalnika in poloski kovinskega lista tako debele, kot in sama pripravljena.
5.9TOČNOST
Preverjanje natančnosti Вашего станка
Vse delovne površine «Magnabend» morajo biti gladke in gladke z dovoljeno debelino do 0,2 mm po celotni površini.
Najbolj pomembni vidiki:
1.Ровность рабочей поверхности сгибающей балки.
2.Rovnost sgibajočega konca prižimnoj plastiny.
3.Vzporednost teh dveh površin.
Te površine je mogoče preveriti s točnim neposrednim ugolnikom, vendar obstaja in druga metoda soodnošenja teh površin glede na drugega k drugemu.Za to:
1.Zavrtite gibljivo kroglico na 90 in jo držite v tej poziciji.(Balka se lahko pritrdi v to pozicijo z namestitvijo zadnjega omejevalnika na zadnji strani zgornjega polzunka ročke).
2.Preverite razdaljo med ugibajočim kraem prižimne palice in delovno površino pogibne palice.S pomočjo nastavitev oporne tesnilne kroglice nastavite to razdaljo na velikost 1 mm na vsakem koncu.(Uporabite kusoček kovinskega lista ali щуп).
Prepričajte se, da je razdalja ena na celotno dolžino prižimne balke.Razpršila ne smejo biti večja od 0,2 mm.Samo razdalja ne sme biti več kot 1,2 mm in ne manj kot 0,8 mm.(Če nastavitve prikazujejo različne velikosti, jih nastavite kot je navedeno v razdelku Storitve in dostop .
Opomba:
a) Prjamolinearnost prižimne plošče po navpičnici (na videu spredaj) ni pomembna, saj se izravnava po vklopu pritiska sile magnetnega toka.b) Razdalja med gibljivo ploščo in ohišjem magneta, ko je plošča v svojem običajnem položaju, mora biti približno 2 3 mm.Ta razdalja ne vpliva na natančnost gibke.
s) «Magnabend» lahko izvaja ostre gibe in bolj tanke liste, kot tudi takšne materiale, kot sta aluminij in med.V tem času pri gibke več kot tolstyh listov, in tudi takih materialov, kot so navadno in nerjaveče jeklo, ne načrtujte pridobiti ostryh uglov.(Smotrite razdelek Tehnične lastnosti ).
d) Eno podobo sgiba na več tolstih listah je mogoče doseči z uporabo izhodov tega lista, iz katerega je izdelana priprava za zapolnitev svobodnih prostorov pod prižimno balko.
6. ОБСЛУЖИВАНИЕ И УХОД Рабочие поверхности
Če se na delovnih površinah pojavi nalet državčin, se oksidira ali poškoduje, jo je mogoče obnoviti.Zgornje vrednosti v tem primeru je treba obdelati škurko R200, potem ko nanesete posebno zaščitno pokritje, na primer CRC 5.56 ali RP7.
Smazka petel gibnoj balki
Če se «Magnabend» uporablja stalno, je potrebno smazovati petli že mesečno.Če se stroj ne uporablja zelo pogosto, je mogoče te dele zmazati.
Dve odprtini za namakanje sta na osnovni šarnirni plošči petli.Sferična oporna površina mora biti tudi namazana.
Nastavitve
Nastavitve v oporah stalne tesnilne plošče so namenjene za namestitev zaščitne plošče v odvisnosti od debeline izdelave, med upogibnim kraem tesnilne plošče in gibljive plošče.Nastavitve so nameščene v obratu in ustrezajo debelini izdelave 1 mm v položaju «1» .Če so te nastavitve sbitne, je treba izvesti nastavitev v naslednjem vrstnem redu:
1.Držite gibljivo balko v položaju 90 stopinj.
2.Na vsakem koncu med upogibnim kramom vžigalne plošče in ugibajočega se vložka namestite zatič listov debeline 1 mm.
3. Ne obračajte pozornosti na razmetko, vrtljive ročice za nastavitev opore, slegka zažmite kovinske kusočke med gibljivim kraem prižimne in gibljive balke.
4. S pomočjo posebnega šestgranega ključa 3 mm, ostro oslabite nastavljivi vijak za sprostitev obročev z nastavkom enega iz opore.Nato zavrnite kolo tako, da je nasečka pokazala 1 .Prodelajte to brez vračila notranjega korpusa.Zategnite namestitveni vijak.
5.Povtorite te dejanja za drugo oporo.
Podpružene šarove petke opor lahko zalipajo, če v njih popadet grâzʹ.Če se je to zgodilo, odpravite težavo z nadavitvijo in odpuščanjem petke opore tupym predmetom pri istočasnem mazanju njegovega prodora mazila tipa WD-40.
7.VOZMOŽНЫЕ NEISPRAVNOSTI
7.1 Za določitev značilnosti nepravilnosti izvedite naslednje operacije:
1.Upoštevajte, da je prehranjevalna naprava vklopljena z vizualnim nadzorom indikatorske luči izklopnika napajanja.
2.Če je prehrana vklopljena, vendar naprava ne deluje in pri tem se ogreva elektromagnetna katuška, je morda sdelal termopredhranjevalnik.В этом случае подождите, пока станок остынет (около получаса), nato ponoviте попытку.
3.Dvoročni vgrajeni mehanizem za zagotavljanje varnosti zahteva, da se pritisne gumb START do tega, ko ste začeli proces gibanja.Če ste najprej potegnili ročko, stroj ne bo deloval.To se lahko zgodi in v primeru, če je gibljiva balka znatno pomeščena od začetnega položaja.V tem primeru pred zagonom nastavite njeno v skrajnem spodnjem položaju.Če se težava ponovi, to mogoče, rychag glavnega izključevalca potrebuje v nastavitvah.
4.Nepravilna uporaba gumbov START.Poskusite zapustiti stroj nožnega pedala puska.
5.Če je hranjenje vključeno, ali naprava ne deluje, preverite tudi povezavo elektronskega modula in katuške elektromagneta.
6.Če pri pritisku gumba «START» ne pride do predhodnega pritiska na gumb, vendar pri dvigu ročice gibljive kroglice (začetek procesa gibanja) se vključi glavni pritisk in pri sproženem gumbu «START» se ne izklopi, to potrebuje zamenjavo kondenzatorja 15 mF.
7.Če deluje zunanji avtomat za zaščito električnih naprav, je najbolj verjeten razlog za nepravilnost izravnave.
7.2Осуществляется лёгкий (predvariтельный), ne poln prižim:
1.Upoštevajte, da mikropreklopnik, nameščen v enem območju iz petelin gibljive balke, spravlja pravilno.Его включение производится квадратной латунной
detalyu – tolkatelu, pridruženemu k mehanizmu indikacije ugla.При поднятии ручки.gibčna balka se vrti in prenaša vračilo tolkatelju, tolkač vključuje mikropreklopnik znotraj elektronskega modula.Premestite ročico naprej in nazaj.Morate izključiti ščetke mikropreklopnika.Če ščetkov ni, premestite gibočno balko tako, da je bil viden tolkač.Premestite balko navzgor – navzdol, tolkač se mora vrniti v odgovor na njeno gibanje (poka ne bo prikazan v zaklepu z omejevalnikom).Če se to ne zgodi, je možno, da mu je potrebna večja sila scepljenja z osjo.To, kot pravilo, je povezano z dvema vijakoma M8 na koncu tolkatelja, ki ne morejo biti zategnjeni do konca.Če se tokalnik vrti in dobro vstopi v zaklepanje, vendar ne vključuje mikropreklopnika, ga je treba prilagoditi.Za to izključite postajo iz omrežja, nato pa izključite ploščo z električnimi vhodi.Trenutek vključevanja se lahko regulira vračilom vijaka, ki poteka skozi tolkač.Ta vijak mora biti reguliran na ta način, da se mikropreklopnik ščetka, ko se spodnji konec gibljivega ključa dvigne na razdaljo približno 4 mm (regulacija se tako lahko izvede s premikanjem gibljivega ključa).
2. V primeru, da mikropreklopnik ne deluje pri pravilnem tolkatelu, ga je treba zamenjati.
3. Če je vaša naprava opremljena s pomožnim preklopnikom, se prepričajte, da je nameščen v položaju NORMAL.V položaju AUX CLAMP bo naprava nameščena le predhodno.
7.3Zažim se dobro izdeluje, vendar se prižimna balka ne prilega po izklopu stanka.
To kaže na nepravilnost razmagničajočega cepiva.Najbolj verjeten vzrok je izhod iz stroja upornika 6,8.Prav tako preverite vse diode in izključite možno «zalipanje» kontaktov v rele.
7.4Stanok ne sgiba listov velike debeline.
1. Prepričajte se, da debelina kovine in dolžina linije ustrezata tehničnim lastnostim vašega stroja.Prav tako preverite, ali je pri ugibu 1,6 mm zaščita podaljšane plošče tesno prilegala k gibki balki po vsej dolžini brez stopnje in najmanjša višina zakrivljenega boksa, ki je sestavljena ne manj kot 30 mm.To pomeni, da ne bi bilo manj kot 30 mm kovinskega lista, ki bi bilo prikazano za končno prižmo balko.Več nizkih bortik je mogoče narediti v teh primerih, ko je dolžina giba koroče dolžine stroja.
2.Če obdelani list metala ne zapolnjuje prostora pod prižimno balko na celotno globino, to se lahko poveča na delovno postajo.Za boljši rezultat zapolnite prosti prostor s pasovi listnega kovine, katerih debelina je enaka debelini obdelanega izdelka.Za boljši pritisk uporabite pasove iz stali, tudi če sama priprava ni stalna.
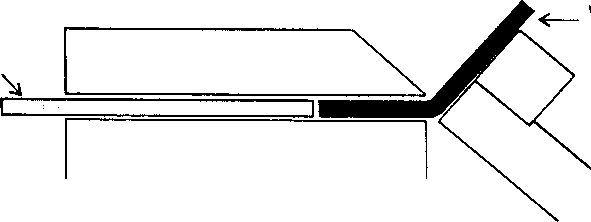
To je tudi najboljši način, da naredite izjemno borto na pripravi.
8. GARANTIJНЫЕ ОБЯЗАТЕЛЬСТВА
Izdelovalec zagotavlja kakovostno izdelavo in delo stroja za gibke
«Magnabend» in dodatki k njemu.Rok garancije je 12 mesecev po dnevu prodaje.
Naše obveznosti v okviru garancije so omejene na popravilo ali zamenjavo nepravilnih vzrokov in agregatov ter se ne razširjajo na škodo, ki je nastala zaradi napačne uporabe te opreme.
To jamstvo se ne razširja v primerih izhoda opreme iz stroja, ki so povezani z uporabo naprave, ki ni predpisana, neobremenjeno ali napačno z njegovo uporabo, kot tudi porče opreme med transportom.Vključeni so tudi primeri nepredvidenega popravila opreme in kršitve zahtev teh navodil.
Vozvrat opreme mora biti izveden v skladu s pravili prevoza.
Zapolnitev informacij:
Model Serijski številka Datum nakupa
Naslov in ime dilerja
Priloga 1.
Minimalno dovoljen radius izgiba za detajle iz jeklenega lista.
AWF 7965 DIN 6935 (10,75)
| Максимальная debeliна в mm | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Stal z minimalno mejo trdnosti na razryv N |mm² | Minimalno dopusten radius izgiba v mm | |||||||
| do 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 … 490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 … 640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
Priloga 2.
ЭЛЕКТРОСХЕМА
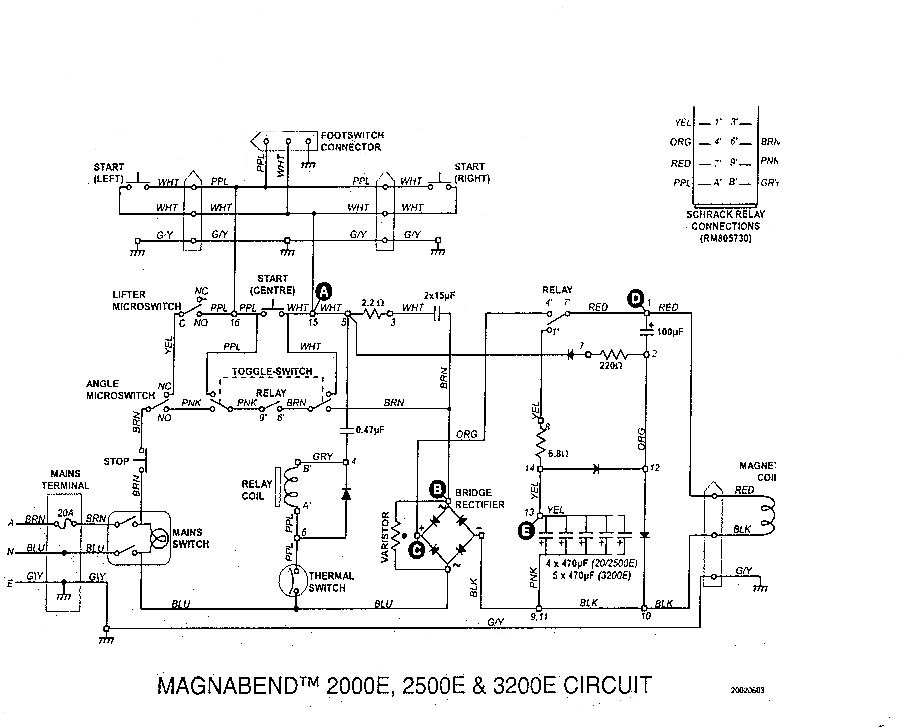
| Таблица контроля напряжений | |||||
| АС (V) | DC (V) | ||||
| Измерять относительно провода | Голубой | Черный | |||
| Контрольная точка | A | B | C | D | Е |
| Način «predvarilni prižim» | 240 | 25 | +25 | +25 | -300 |
| Рабочий режим | 240 | 240 | +215 | +215 | -340 |
VНИМАНИЕ:
Pri priključitvi upoštevajte fazo:
-rjavый провод – фаза;
-голубой провод – noль;
-зелено-желтый провод – zemlja.
Čas objave: 13. septembra 2022